Joe Martin Foundation "Metalworking Craftsman of the Year" award winner for 2004
Roger Ronnie is seen with some of the watchmaking tools he has built and engraved. There are only a handful of people in the world capable of both making every part of a miniature gun of the quality shown below and engraving it to world class standards in miniature. (Click on photo for larger image.)
Roger Ronnie grew up in rural North Dakota. He started drawing at an early age, but because it wasn’t taught in his school, he had to wait until college to get any formal training. In the meantime, he learned what he could on his own.
While in grade school he got his first introduction to engines—a 1946 Cushman scooter. For a long time he used this scooter as his “canvas”, painting designs on the body. Other than drawings, his art abilities were not developed any further. Attending college was his first real start in art and also learning about different engines. He took every art course he could, which lead to both a major and minor in art. In addition, taking industrial arts courses helped lay down the foundation for his interest in engines. Now he had a basic foundation of drawing, painting, sculpting, casting and engines.
From college, Roger went into the service. Here he was introduced to guns and gun engraving. He couldn’t believe how beautiful these guns were. (These were privately owned guns, not service issue.) They were miniature works of art done in steel. He remembers being very impressed with the workmanship. The engraved animals were so small and yet so lifelike and the scrolls so perfect. He wanted to buy the gun; however, when he saw the price it came as quite a shock. He had no concept of the work that went into these guns, but since he had a degree in art he figured he should be able to pick up this new art form quickly. Not surprisingly, the road was longer and harder than he had expected. Learning all the tools and how to use them and drawing everything so small are all difficult when you are so used to working on much larger projects. For example, being just a few thousandths of an inch off on the thickness of an animal or bird’s leg could mean it looked “too skinny” or “too fat.” It has to be as perfect as possible. Even when you do birds in flight, the correct number of primary and secondary feathers must be on the bird.
Roger learned more about engraving under the tutelage of a couple of different master engravers. Their teaching of techniques was invaluable, but when it comes down to doing nice scrolls, it was practice, practice, practice! Roger adds that partially because of better optics and lighting, engravers today are able to do better work than at any time in the past, although the tools of the trade have changed little over the past couple of centuries.

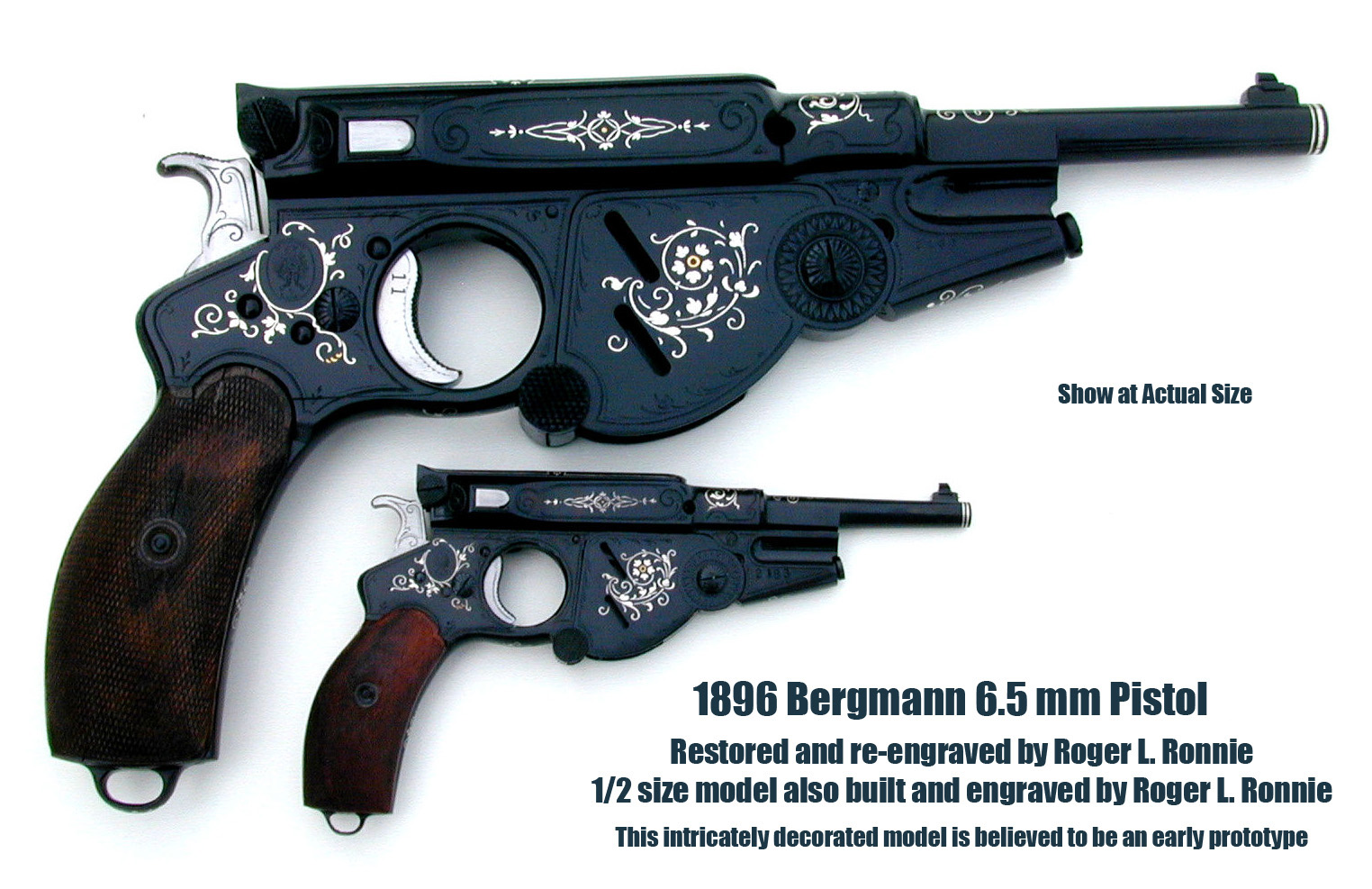
Roger not only restored the full size original, he also built this fully functional 1/2 size gun from scratch and did the silver and gold inlay and engraving as well. The full size and half size versions are shown together here after completion. There are not many people around who could accomplish all the needed disciplines to build and decorate this beautiful piece. (Click on photo to enlarge.)
After his stint in the service, Roger attended a gunsmithing school. If he was going to engrave guns, he knew he would have to be able to take them apart and put them together again. After working primarily as an engraver for the past 30 years and decorating and restoring the finish of many fine guns, Roger has finally used his gunsmith training to full advantage as he takes on making a gun of his own entirely from scratch. The photos below detail the construction of a 1/2 size miniature version of a rare 1896 Bergmann 6.5 mm pistol. Roger had the opportunity to restore the full size version of this unique weapon to it's original condition. Corrosion had eaten into much of the metalwork, almost completely erasing the fine engraving and silver inlay work on parts of the presentation gun. This involves filing down the corroded parts and re-scribing the engraving as he went until all the surfaces are again smooth. Once this is accomplished the original engraved and silver inlaid patterns are restored. Because of its special purpose as a gun for presentation to an honored individual rather than for normal firing it has been engraved and inlaid in places not normally decorated, making the process more difficult. The undercutting needed for the silver inlay process is difficult enough on a full-size gun, but the model duplicates the same patterns engraved at half size. The full-size and matching miniature engraved pistols certainly make an interesting pair. Photos below follow the progress of the making of the miniature.

The best way to tell how small this gun really is, is to see it in Roger's hand for size scale. (Click to enlarge photo.)

The completed miniature gun before being engraved and blued to match the original.

The completed gun with engraving and blued barrel. Half size reproductions of the original tags that would have accompanied the gun are attached and a reproduction all-metal 10-gage shotgun shell is displayed along with a U.S. quarter for size reference. (Click on either photo to view a larger image.)
Roger reproduced this 1/2 size shotgun based on photos of an extremely rare 1910 Lefever "Thousand Dollar Grade" 10-gauge double barreled shotgun. It was very intricately engraved by one of the best gun engravers of the era. Not knowing exactly what he was looking at at the time, Roger was able to take his own detailed photos of one of the rare guns many years ago. He was mainly documenting the masterful engraving job. After successfully reproducing the Bergmann pistol, he decided to take on this project next. Working entirely from his scaled photos of the original gun, he was able to reproduce a perfect working model. Then, the hard part began—reproducing the original engraving at 1/2 size. Roger had originally considered 1/3 scale for the gun. He says making the gun at that size would have been a little more difficult but possible. The engraving, however, is so detailed, that reproducing it at half size has been the most difficult task he has ever attempted. He is now glad he decided on 1/2 size instead of 1/3, as some of the detail is barely visible. At 1/3 size, much of it would have been physically impossible to reproduce, or, if reproduced, to be seen without magnification and perfect lighting. More detailed photos of the gun in production can be seen below.
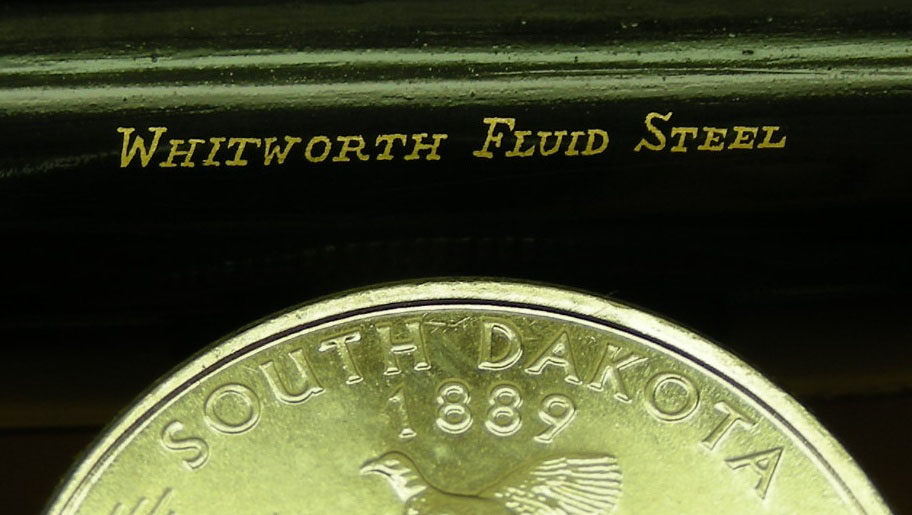
About the "Thousand Dollar Grade" designation—The "$1000 grade" was what Lefever called their top-of-the-line gun, and it was by far the most expensive American shotgun you could buy in 1910. Their "Optimus" grade listed for $400 which was still a princely sum, and Parker's best shotgun, the "Invinceable" sold for $750.00. (Keep in mind that in 1910 the average wage was less than $.20/hour or about $400 a year.) Some were known to have barrels made from high quality Damascus steel, which was quite beautiful. However, because each one was essentially made piece by piece to the customer's specifications, those guns that were purchased to actually be fired were often made with stronger Whithworth fluid steel barrels. Only a few of the Lefever $1000 grade guns are known to exist, and collectors must watch out for fakes, as fancy engraving on one of their more common guns could fool the less knowledgeable collector into thinking it is one of the rare ones. Roger's model is probably as close as many people will ever come to being able to appreciate the beauty of this rare gun in person, and reproducing it in miniature adds an additional level of difficulty to the project. His craftsmanship is a fitting tribute to one of the best of the best and rarest of the rare in the world of guns.
Although Roger is featured here for his miniature gunsmithing abilities, he is primarily know for his work in engraving. To learn more about Roger's engraving of guns and other objects and his projects in watchmaking tools and internal combustion engines see his page in the ENGRAVING section.
• View an article in the Miniature Arms Newsletter from April, 2008 on Roger's miniature Lefever shotgun.
• View an article in the Miniature Arms Newsletter from April, 2007 on Roger's miniature Bergmann pistol.
(Click photos for larger images.)
| Miniature 1896 Bergmann Pistol | |

 |
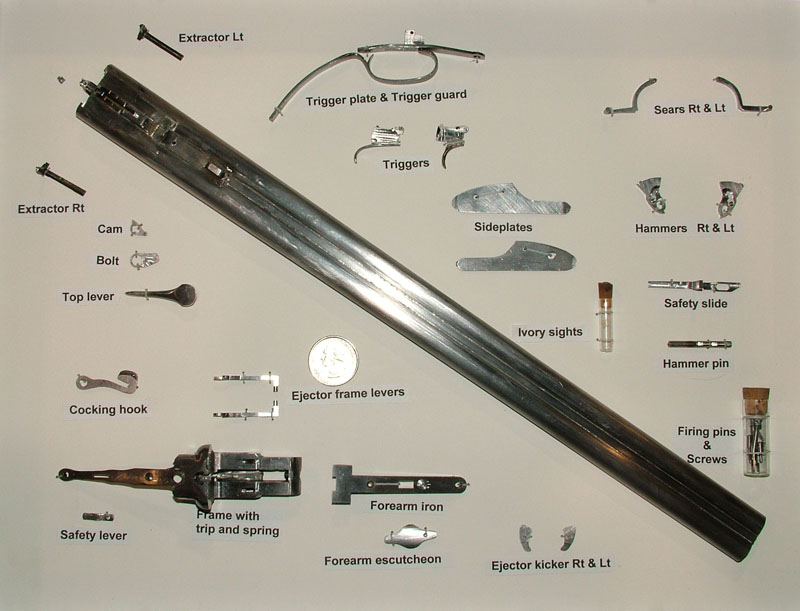
Roger was given the task of restoring and re-engraving a very rare 1896 6.5 mm Bergmann presentation pistol owned by a famous author. While he had the opportunity, he took dimensions and produced a 1/2 scale, 3.25 mm version of the pistol. Roger hopes to have the model completed, engraved and silver inlaid by the April, 2007 NAMES show. The first photo shows both the full size pistol and the model. The second photo shows the disassembled pistol and the model at an earlier stage of construction. A US Quarter Dollar coin is used for size reference. It is approximately 15/16" or 2.4 mm in diameter. |

 |
Photo 1 shows both full-size and 1/2 size pistols disassembled. Photo 2 shows all the parts of the 1/2 size model including the wooden grips. Note the size of the grips in comparison to the quarter used for size reference. |

 |
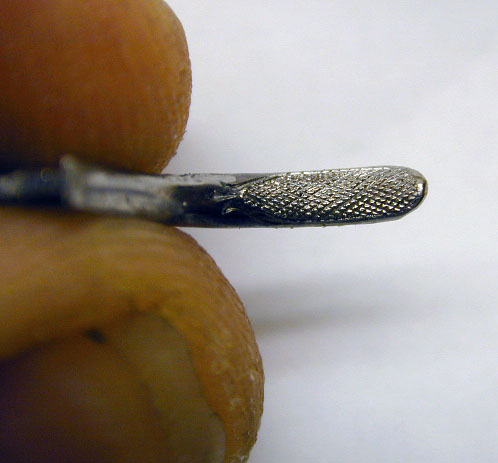
Photo 1 shows a close-up of the checkering on
the 1/2 size pistol grip. The original was done at 30 lines per inch, so
the 1/2 size miniature is done at 60 lines per inch. Roger cut the grooves
with a triangular file completely by hand. Though it looks big in the
photo, note from the photo above that the entire width of the grip is less
than that of a US quarter! The second shot shows (thanks to the magic of digital photography) in one photo both the left and right sides of the miniature pistol with the grips in place. |

 |
Closer photos of the right and left sides of the miniature pistol show better detail. Once the engraving and silver inlay work on the full-size gun is completed, Roger will come back and complete the same work at 1/2 size on the model. The serial number of the model will be the same as the original except for the addition of the number 1/2 at the end. |
 |
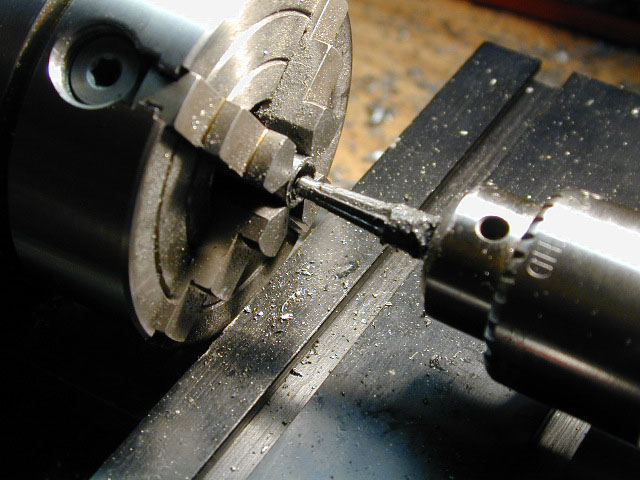
Photo 1 shows the chamber being reamed on a Sherline lathe. Photo 2 shows a sulfur casting taken from the chamber for inspection purposes. Roger notes that the gun was his first project entirely made using miniature machine tools except for the rifling and checkering of the grip which are done by hand. Even the two special end mills and chamber reaming tool were made using Sherline tabletop machine tools. |

 |
The miniature gun was completed in September, 2006. It is seen here after bluing, which really makes the silver inlay work stand out in high contrast. |

 |
The first photo shows the gun in several composite views, as there is inlay work on areas that can't be seen in the side views. The second photo shows a size comparison between the full size original which is currently being restored and the 1/2 size completed, blued model. |
 Printing the enlarged versions of these images should yield a print showing the guns at actual size. To check, a sample measurement on the full size gun shows it to be 8.5" from the tip of the barrel to the back of the rear sight. |
The finished pair as of October, 2006. The full size version is believed to be either one of the very early prototypes or a very special model for presentation due to its low serial number and high amount of ornate decoration. The finished, restored gun and its half size model are both shown here, completing the project. Roger says that the full size model was more difficult to engrave because the gun was in such bad shape to start with. Years of storage in a damp environment had caused a lot of rust. Much of the gun's surface had to be filed down below the rust and then re-engraved. At least working on the model, even though it was small in size, Roger was engraving on new, flat metal. Both guns offered unique challenges that tested Roger's skills in many areas, but the results are nothing short of spectacular. A very historic firearm was not only saved but duplicated at 1/2 size, making a pair that is even more valuable together than the sum of both individually. |

 |
The final photo shows both Bergmanns—the original and the half size model—in finished state. New grips have been carved from ironwood for the full size gun and checkered to match the originals. Roger did a fantastic job restoring the neglected original as well as honoring it with a perfect model in 1/2 scale. |
|
The above project validates Joe Martin's original intention when he started producing the Sherline line of miniature lathes and mills. It was his intention to produce relatively inexpensive, small machine tools that in skilled hands would be capable of producing complicated precision projects on a kitchen table or in a small home shop. Roger's project shows that if you have the skill and determination, you need not have a huge investment in tools. |
|
Miniature 1910 Lefever Shotgun |
|

 |
Roger's latest project is to build a 1/2 scale model of a very rare Lefever shotgun from about 1910. It is what Lefever Arms called their "$1000 Grade". Other than these special guns, their highest quality grade was called the "Optimus" which cost $400 in 1910. No other shotgun manufacturer in the United States offered a shotgun that cost $1000.00—a princely sum in 1910. The original is so rare it is not shown in most books on Lefever Arms, but Roger was able to find enough photos of this special 10 gauge double barreled shotgun to be able to make the parts to reproduce it at half size. Shown here are parts from the receiver and then the assembled receiver. |

 |
This later photo shows more of the receiver parts and a display Roger made to take to the 2007 North American Model Engineering Show in Toledo, OH that includes the completed barrel assembly as well. |

 |
A detail of the ejector mechanism in action. The second photo shows the receiver and trigger mechanisms installed in the carved wood stock. To get the proper grain, Roger purchased a high quality full size gun stock blank that he selected for its fine grain pattern and then cut it down to make the half size version. |

 |
Although the mechanism of a double barreled shotgun may seem simple, there are actually many pins, springs and parts. Making them function properly at half size requires four times the skill and patience of making a full size gun. |

 |
Here you can see the close fits between stock and receiver and the beautiful workmanship on the wood parts. |

 |
It would be hard to tell from these photos that you were not looking at a full size gun. It took 1200-1300 hours to make the gun and it will take longer to do the engraving. The last step will be to blue the parts and reassemble the gun. A lined presentation case, reproduction all-brass shotgun shells as were used in that era and perhaps some scaled down tools will also be made to finish the presentation. |
 |
Special Tools Like the Bergmann, the Lefever was made entirely on Sherline miniature machine tools with the exception of the barrels which were too long. Shown here is a selection of special cutting tools Roger made, also on the Sherline tools, that were used for special operations on the Bergmann and the Lefever. When engraving is complete, we will update this page to show the completed gun, but for now just the construction of the gun is a very good demonstration of Roger's craftsmanship. |
 |
Engraving the Miniature Lefever Here is a preview of the engraving that will adorn almost every visible part on the shotgun. The first two photos are the side plates. Covering less than one square inch each in area, they are richly engraved with ducks, an elk and ornate scrollwork. The words "Lefever Arms Co." are a mere 0.0145" high. The third photo shows the special engraved gold ornament on the grip cap that identifies the gun as being the rare "$1000 Grade" model. Roger had to grind special gravers to do some of this extremely small work. The very fine lines require an extremely sharp point that must be constantly sharpened. |

 |
1. Extremely fine engraving on the top tang is
put in scale by the U.S. dime. 2. The trigger guard in progress with birds and inlaid gold hunting dog. 3. The trigger shows the very fine checkering. Seeing the size of the fingerprints helps show how small the parts and engraving really are. 4. The small forearm button is engraved with the gold inlaid figure of a hunting dog enclosed in an intricate border. A US quarter dollar coin is used for size comparison.
|
 1. 1.
 2. 2. |
1. The "Doll's Head" near the receiver end of
the barrel. Part of a quarter dollar coin shows size. 2. A side view of the end of the barrel. 3. This fine gold inlaid lettering is only .024" high. If the barrel is eventually blued, the lettering will show up in sharp contrast, but against the bare metal it is hard to see. Roger's dilemma is that if he blues the barrel to highlight the gold inlays, the rest of the engraving details will become more difficult to see. 4. and 5. As you can see, in January, 2008 Roger decided to blue the barrel. These two photos show why. Note how much better the fine inlaid gold lettering shows up. |

 |
The bottom of the receiver incorporates a very
detailed hunting scene with birds and foliage. Note also the extremely
close fit of the parts. The screw heads are barely wider than the date on a US 10-cent coin. |

|
Checkering on the stock was completed in
December, 2007. At 1/2 size the distance between the lines is a mere .016"
(64 lines/inch) in some areas and in the finer areas 0.0125" (80
lines/inch). Creating perfectly regular patterns with straight lines is extremely difficult. Complicated curved patterns are impressive, but slight variations or irregularities are hard to spot. On the other hand, any variations in width or spacing on a series of parallel straight lines is easily picked up by the human eye. |
|
|
The center part of the forearm plate near the inset engraved and inlaid metal plate is checkered at 64 lpi (lines per inch). The outer ends between the "ribbons" are done at 80 lpi. |
 |
Once a line is scribed, Roger uses this tiny hand-made tool to follow the first line and mark the next line. Once scribed, the lines are filed using a small triangular file which leaves tiny diamond shapes between the angled lines. Keeping depth consistent over the curved surfaces requires extreme control and a lot of patience. |
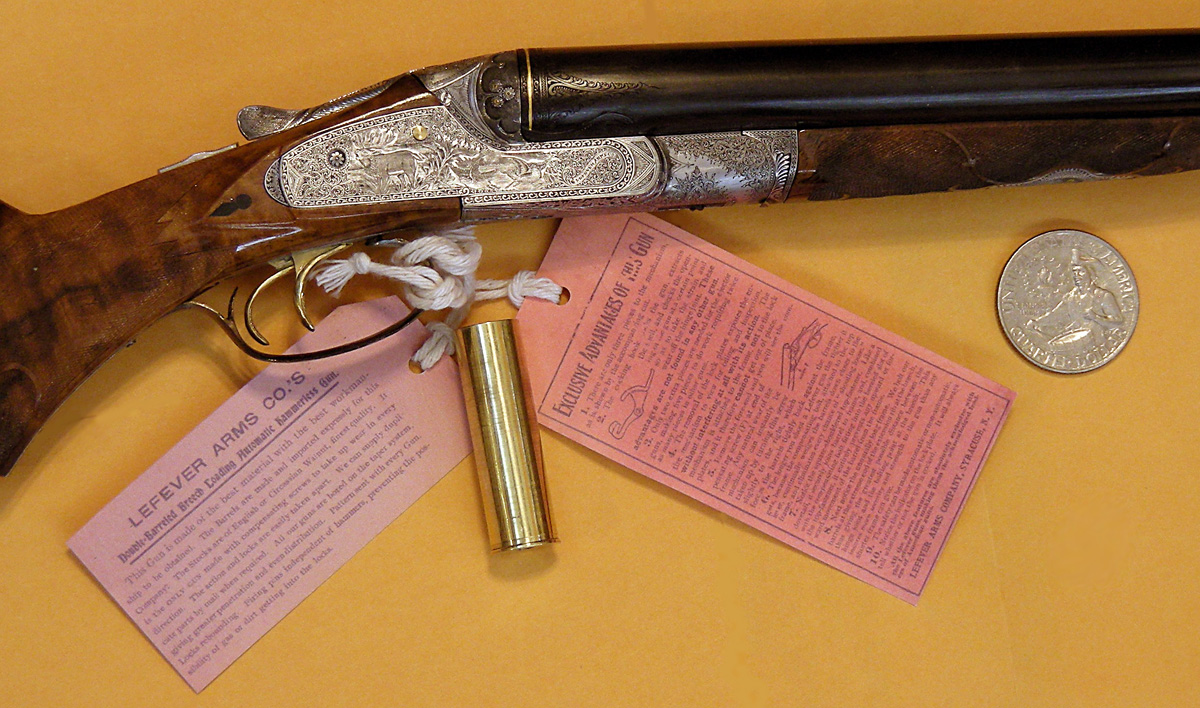 |
A closeup of the finished, engraved and blued gun with the reproduction original tags and a 10-gage all brass shotgun shell like the one that would have been used in the original in 1910.. |
|
|
The left side of the completed gun mechanism is seen close up. |
|
|
The top and bottom views of the finished gun. In the top view note the small gold inlaid lettering. Assuring that this would show up is what made Roger decide to go ahead and blue the barrel, even though it did cut visibility of the engraving on the barrel. |
|
|
A repeat of the over-all shot of the finished
gun shown at the beginning of the section just in case you missed it. Nice
job Roger! Next project--an appropriate presentation box as per the original plus a protective display so it can be viewed at shows but not handled. |
| All engraved designs shown are copyrighted by Roger Ronnie and may not be copied or reproduced in any form without written permission. | |
![]()
If you have additional information on a project or builder shown on this site that your would like to contribute, please e-mail mecm@craftsmanshipmuseum.com. We also welcome new contributions. Please see our page at newsubmit.htm for a submission form and guidelines for submitting descriptive copy and photos for a new project.
![]()
This section is sponsored by

Makers of precision miniature machine tools and accessories. Sherline tools are made in the USA.
Sherline is proud to confirm that Roger Ronnie uses Sherline tools in the production of some of his small projects.
To learn how your company or organization can sponsor a section in the Craftsmanship Museum, please contact mecm@craftsmanshipmuseum.com.
RETURN TO MUSEUM HOME PAGE
Copyright 2009, The Joe Martin Foundation for Exceptional Craftsmanship. All
rights reserved.
No part of this web site, including the text, photos or illustrations, may be
reproduced or transmitted in any other form or by any means (electronic,
photocopying, recording or otherwise) for commercial use without the prior
written permission of The Joe Martin Foundation. Reproduction or reuse for
educational and non-commercial use is permitted.